
Plastic products have gained widespread popularity because of their versatility, durability, and ease of manufacturing. Like plastic injection molding, plastic extrusion stands out as one of the most widely used processes for high-volume parts production — it’s particularly suitable for creating continuous profiles such as pipes and tubes.
Industrial applications for plastic extrusion have a rich history that dates back over a century. Over time, this process has undergone continuous advancements, solidifying its position as a preferred choice in plastics manufacturing. Even today, plastic extrusion remains a go-to technique for many projects because of its simplicity, efficiency, and ability to deliver precise and accurate results.
This article provides an overview of the plastic extrusion process, its pros and cons, various types, and common applications in different industries.
Plastic extrusions can come in different shapes, sizes, materials, and colors.
What is Plastic Extrusion?
Plastic extrusion, sometimes referred to as plasticating extrusion, is a manufacturing technique that’s used to produce large quantities of continuous products with a uniform cross-section. The process involves taking a thermoplastic material — such as powder, pellets, or granules — melting it uniformly, then pushing the molten plastic through a die under pressure.
In screw extrusion, this pressure is generated by the rotation of a screw against the walls of a barrel. As the molten plastic flows through the die, it takes on the shape of the die’s openings and exits the extruder. The resulting product, known as extrudate, is then cooled, often through water baths or cooling rolls, until it solidifies into its final form.
Plastic extrusion can be used to produce pipes, tubes, sheets, films, profiles, and other custom shapes. The equipment that’s used is called an extruder, and this machine is part of a larger system that supports the high-volume production of plastic components.
Plastic Extruder Components
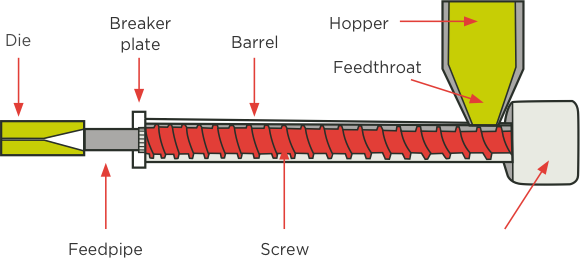
The key components of a plastic extruder are the hopper, feed throat, breaker plate, barrel, feed pipe/adapter, die, and cooling system (see below). These components work together to facilitate the efficient melting, shaping, and solidification of the plastic material.
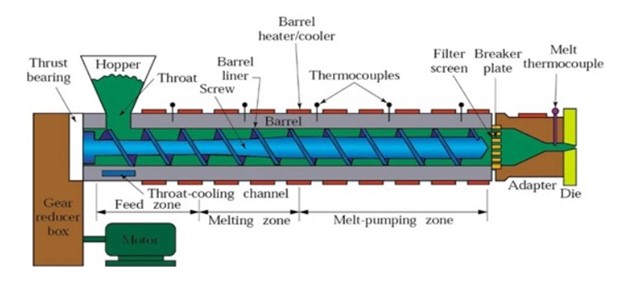
The functions of the different components within a plastic extruder are as follows:
- Hopper: The first stage of the extruder, where plastic granules are stored and prepared for processing.
- Feed Throat: Transfers the plastic from the hopper to the barrel.
- Breaker Plate: Acts as a filter and maintains pressure within the barrel.
- Barrel: Heats and softens the plastic while a rotating screw conveys the molten material toward the feed pipe.
- Feed Pipe/Adapter: Conveys the molten plastic toward the die.
- Die: A metal tool that determines the shape of the extruded profile.
- Cooling System: Rapidly cools and solidifies the extruded profile.
The Plastic Extrusion Process
During the plastic extrusion process, the thermoplastic raw material is fed into the extruder through a top-mounted hopper. The material, in the form of small beads or resin, can be mixed with additives like colorants and UV inhibitors before entering the hopper.
The following steps provide an overview of the entire plastic extrusion process.
- Material Feeding: Raw material enters the extruder through the feed throat, which is located near the rear side of the barrel. The molten thermoplastic then contacts a rotating screw inside the barrel.
- Melting and Heating: The screw rotates at a controlled speed, typically up to 120 rpm, pushing the plastic beads forward in the barrel. The barrel is heated to the required melt temperature, which ranges from 200–275°C, depending on the type of polymer that’s being extruded. Typically, the barrel has multiple PID-controlled heater zones that gradually increase the temperature from the rear to the front.
- Melt Formation: As the plastic beads are forced through the heated barrel, they gradually melt. Temperature controls prevent overheating and polymer degradation. Friction and pressure in the barrel also contribute to the melting process. In some cases, and if the extrusion speed is fast enough, the heaters can be turned off so that the melt temperature is maintained through friction and pressure alone. Cooling fans or cast-in heater jackets are used to regulate temperature and prevent overheating.
- Filtration: Molten plastic leaves the screw and passes through a screen pack to remove contaminants. A breaker plate reinforces the screens, as pressures can exceed 34 Mpa. The screen pack and breaker plate assembly also create back pressure in the barrel for proper mixing and uniform melting of the polymer.
- Shaping: After passing through the breaker plate, the molten plastic passes through the die, which imparts a specific shape to the final product. The die ensures a uniform flow of molten plastic, transforming it from a standard cylinder to the desired shape of the final product.
- Cooling: The product is cooled by pulling it through a water bath or using cooling rolls, depending on the type of extrusion. Plastics have poor thermal conductivity, so controlled cooling is essential. For pipes or tubes, a vacuum is applied to the water bath to prevent their collapse. Plastic sheeting is cooled by passing through a set of cooling rolls.
The plastic extrusion process uses a barrel, a hopper, and other components.
Four Types of Plastic Extrusion Processes
Plastic extrusion has different processes for different applications. The four major processes are tubing, blow-film, sheet film, and over-jacketing.
- Tubing Extrusion: This process uses a mandrel or pin inside the die to create internal cavities. Tubing extrusion is ideal for producing tubes, pipes, and hollow items.
- Blow-Film Extrusion: This is commonly used for creating items like shopping bags. This process uses an air ring to cool and expand the extruded plastic into a bubble, then nip rollers flatten the bubble into a double-layered film extrusion.
- Sheet Film Extrusion: Similar to blow-film extrusion, this process creates flat sheets of plastic. The desired shape and surface texture are achieved through a pulling and rolling process.
- Over-jacketing Extrusion: Specifically used for coating wires, this type of plastic extrusion uses either pressure or jacketing to cover wire with molten plastic, depending on the required level of adhesion.
Two Types of Plastic Extruders
Plastic extruders use two different types of equipment. Both are capable of performing the four processes described above, but this equipment differs in terms of production speed, mixing capability, and operational flexibility.
Here’s a look at each extruder type.
Single-Screw Extruder
A single-screw extruder consists of a barrel with a single rotating screw. These extruders are well-suited for applications that require simple profiles, such as pipes and sheets. Although single-screw machines perform adequately, they tend to operate at slower speeds, have limited mixing capabilities, and may not be the most suitable choice for complex shapes.

Twin-Screw Extruder
Twin-screw extruders feature two parallel screws within the barrel. Depending on the specific application, the twin screws can rotate in the same direction or in opposite directions. Due to their design, twin-screw extruders offer enhanced stability, superior performance in exhausting air and volatile fumes, increased production speed, and improved mixing capabilities.

Single-screw and twin-screw extruders support the use of various thermoplastics.
Material Selection for Plastic Extrusion
The plastic extrusion process supports the use of a wide range of materials, each with different properties. Some examples of commonly extruded plastic materials include:
- ABS (Acrylonitrile Butadiene Styrene)
- Acrylic
- PVC (Polyvinyl Chloride)
- Polyethylene
- Polycarbonate
- Styrene
- TPA (Thermoplastic Alloy)
- Polypropylene
- CPVC (Chlorinated Polyvinyl Chloride)
- TPV (Thermoplastic Vulcanizate)
Advantages of Plastic Extrusion
Plastic extrusion has advantages that make it the preferred manufacturing method in various industries and applications. Here are some of the key advantages:
- Versatility: Plastic extrusion can produce a wide range of products with different shapes, sizes, and profiles. It’s suitable for manufacturing pipes, tubes, sheets, films, and more. The process can be customized to meet specific design requirements.
- High-Volume Production: Plastic extrusion is a continuous process capable of producing a high volume of products, so it’s ideal for mass production and meeting large-scale demand.
- Cost-Effective: The continuous nature of plastic extrusion results in lower production costs compared to other manufacturing methods. Once the extrusion line is set up, it can run continuously, reducing labor and setup costs.
- Design Flexibility: Plastic extrusion enables the creation of complex shapes and profiles with consistent quality. It offers design flexibility, allowing for the incorporation of features like hollow sections, reinforcement, embossing, and surface textures.
- Automation and Precision: Extrusion lines can be highly automated, ensuring consistent and precise production. Advanced controls and monitoring systems allow for tight tolerances, accurate dimensions, and improved product quality.
- Wide Material Compatibility: Plastic extrusion is compatible with a variety of thermoplastic materials, including PVC, polyethylene, polypropylene, and polystyrene. This versatility enables the production of products with different properties, such as flexibility, strength, heat resistance, and chemical resistance.
Disadvantages of Plastic Extrusion
Plastic extrusion has important advantages, but there are also some disadvantages associated with the process. They include high initial setup costs, product limitations, and size variation.
- High Initial Setup Costs: Setting up a plastic extrusion line represents a significant initial investment. The entire system, including extruders, dies, and downstream equipment, can be expensive, especially for specialized applications. This can be a barrier to small-scale or low-volume production.
- Product Limitations: Plastic extrusion is best suited for producing continuous profiles with constant cross-sections. It may not be suitable for manufacturing intricate or complex shapes with varying cross-sections. Producing different types of products may require significant investments in application-specific equipment. This lack of versatility limits the range of items that can be produced using plastic extrusion methods.
- Size Variation: When plastic is extruded, it undergoes significant expansion due to heat. Even with cooling, this expansion can result in deviations from the intended dimensions of the product. Plus, it can be difficult to accurately predict the extent of size changes. If you’re used to working with metal tolerances, you’ll find that plastic tolerances are different.
Applications for extruded plastics include tubing.
Applications for Plastic Extrusion
Plastic extrusions are used in various industries, including construction, packaging, electrical, automotive, and consumer goods. Common applications include:
- Pipes and Tubing: Plastic extrusion is widely used in the production of pipes and tubing for applications such as plumbing, irrigation, electrical conduit, drainage systems, and automotive fuel lines. Different types of plastics, including PVC, HDPE, and PEX, can be extruded to create pipes of various sizes and specifications.
- Profiles and Channels: Extruded plastic profiles find applications in industries like construction, automotive, furniture, and appliances. These profiles are used for window and door frames, trim, weatherstripping, gaskets, decorative moldings, and structural components.
- Packaging Materials: Plastic extrusion is employed in the manufacturing of flexible packaging materials such as plastic films and sheets. These materials can be further processed into bags, pouches, laminates, and shrink wraps used in food packaging, pharmaceuticals, consumer goods, and industrial packaging.
- Wire and Cable Insulation: Extrusion is used to produce plastic coatings and insulations for wires and cables. The process allows for precise control of thickness and good uniformity, ensuring electrical insulation and protection for various applications, including power distribution, telecommunications, and automotive wiring.
- Filaments and Fibers: Plastic extrusion is used to produce filaments and fibers used in 3D printing, textiles, and reinforcement materials. Materials like PLA, ABS, nylon, and PET can be extruded into fine filaments with precise diameters for additive manufacturing and textile applications.
- Sheet and Film Products: Plastic extrusion is employed to manufacture plastic sheets and films used in applications such as packaging, construction, signage, and automotive interiors. These sheets can be further processed into trays, containers, displays, roofing membranes, and automotive dashboards.
These are just a few examples of the many applications of extruded plastic products. Plastic extrusion’s versatility and ability to produce continuous profiles make it a popular choice in numerous industries that rely on plastic products.
VietDai Plastic Machinery Co. LTD
Head office: Thanh Xuan commune, Thanh Ha district, Hai Duong province
Branch: 179 Duong Cai Market, Trung Trac commune, Van Lam district, Hung Yen province
Southern branch: No. 4, Street 10, Kp. Khanh Hoi, Tan Phuoc Khanh Ward, Tx. Tan Uyen, Binh Duong Province.
Hotline: Mr. Trung: +84-937 470 861 – Mr. Vien: +84-886 547 668 Mr. Ba: +84-969 778 568 – Mr. Dung +84-976 556 525
Email: maynhuavietdai.hd@gmail.com
